Before we dive into the details of maple syrup production here at Springboro Tree Farms you should know that the North American Maple Syrup Counsel maintains an extensive curated library of practical skills guides and other resources to help producers like Springboro Tree Farms make the highest quality maple products using the most sustainable management and processing practices. New research topics and findings are added regularly and we encourage you to visit this resource often in addition to what you will find on our Springboro Tree Farm’s web site and Facebook page.
The link to this great resource is provided here: Maple Research Org
Introduction
Visitors to Springboro Tree Farms (STF) are often eager to learn more about how maple syrup is made and we are always delighted to help them learn about the process of turning maple sap into maple syrup. There’s a cool mix of agriculture, chemistry and physics going on in the process and we’re always learning from the experts that continue to help us along the way. We hope you find this interesting. Pull up a chair and let your internal science geek run wild!!!
 As you’d guess, the journey begins at the maple tree[1]. There are many maple species, but our trees are sugar maples (Acer saccharum). In maple syrup production, appropriately sized maple trees are selected for tapping the sap. A tree of 10-17″ in diameter can accomodage one tap. A tree of 18-24″ in diameter can accomodate 2 taps. A tree of 25″ or more in diameter can accomodate three taps[2]. While most of our 315 (+/-) trees are single tap trees, we have a number of two tap trees in production and a few three tap trees. The sap is extracted from the trees using a maple syrup tree tap (also called a spile[3]) which is placed into a hole drilled through the bark, into tree phloem…i.e., just inside the bark. The collected sap is then boiled. As the sap boils, the water is evaporated off and the syrup left behind. Syrup yield from sap varies from about forty gallons of maple sap to over 70 gallons to be boiled to produce only 1 gallon of pure syrup This 70:1 ratio is typical of the trees we tap at STF. The sap-to-syrup yield ratio variance is determined by the geographical location of trees in the US and Canada, and the sap sugar content in a specific woodlot and even varies over the time period that sap is collected within the same woods throughout a single sap season (typically 8 weeks).
As you’d guess, the journey begins at the maple tree[1]. There are many maple species, but our trees are sugar maples (Acer saccharum). In maple syrup production, appropriately sized maple trees are selected for tapping the sap. A tree of 10-17″ in diameter can accomodage one tap. A tree of 18-24″ in diameter can accomodate 2 taps. A tree of 25″ or more in diameter can accomodate three taps[2]. While most of our 315 (+/-) trees are single tap trees, we have a number of two tap trees in production and a few three tap trees. The sap is extracted from the trees using a maple syrup tree tap (also called a spile[3]) which is placed into a hole drilled through the bark, into tree phloem…i.e., just inside the bark. The collected sap is then boiled. As the sap boils, the water is evaporated off and the syrup left behind. Syrup yield from sap varies from about forty gallons of maple sap to over 70 gallons to be boiled to produce only 1 gallon of pure syrup This 70:1 ratio is typical of the trees we tap at STF. The sap-to-syrup yield ratio variance is determined by the geographical location of trees in the US and Canada, and the sap sugar content in a specific woodlot and even varies over the time period that sap is collected within the same woods throughout a single sap season (typically 8 weeks).
Maple sap is a dilute solution of water and sugar, along with traces of other compounds. The proportions are variable but usually fall within the following limits: 95 to 99 percent water and 1 to 5 percent sugar. In addition sap contains minute quantities of organic acids, nitrogen containing compounds, inorganic salts, and other substances[4]. Our trees are typically low sugar yielding trees that produce only about 1.5% sugar in the sap (98.5% of the sap is water and trace amounts of minerals). Many people are surprised to learn that many trees can be tapped to make syrup. (Here is a list of 27 syrup-producing treesiv). In our geography, the list includes black walnut, several hickory species and paper or river birch. We have made small batch black walnut syrup, but the syrup yield and effort to process walnut tree sap has made this specialty syrup is of lesser priority in recent years. Regardless of the maple species, the syrup flavor will be determined largely by the wood’s unique climate, the weather that year, and the time of the season when it was boiled (early vs. late season). That means that no two maple syrups are exactly alike, each has its own unique qualities in much the same way that regionally specific fine wines boast [5].
Collecting Maple Tree Sap
Back to the maple tree and sap collection. For the 2109 season we tapped 315 (+/-) sugar maple trees. Each tap is connected to a short (18-24”) “drop line” of 3/16” special maple sap plastic tubing. The sap line starts at the top of the land natural elevation and is weaved through the woods to the low woods point. The 3/16” sap line winds downhill to leverage the advantage of gravity to draw the sap to a bottom-of-hill collection point. This downward “draw” actually produces a suction or vacuum on the sap line which can be measured (up to about 30 lbs vacuum). As the sap line is woven back-and forth, through the woods, a new drop line is installed in maple trees along the way and connected to this long length of 3/16” tubing. Typically we shoot for tapping about 15-21 or so maple trees into one 3/16” line. We have about and 15-17 of these long lines running from top to bottom of the maple tree woodlot, with each 3/16’ sap line varying from 550-650 feet in length. (Add it all up and this come to about +/- 10,000 feet of sap line!!!).
 So, imagine these 15-17 3/16” lines now at the bottom of the maple tree woodlot all ending at the bottom of the woodlot elevation but stretched out over about 850 feet at the bottom of the woodlot.. Beginning with our 2019 season, this is where real time savings comes into play. In years past, before the use of the 3/16” sap line arrangement we simply tapped individual trees and hung a plastic bag (initially we actually started with buckets) onto each solitary spile, which necessitated routine manpower to go tree-to-tree to hand-collect the bag of sap, and pour the collected sap into 25 gallon plastic transport tanks in the back of an all-terrain vehicle (ATV). The ATV then transported the sap to the sugar shack to be pumped into waiting stainless steel holding tanks inside the sugar shack. This was very labor and time intensive and so over the past two seasons, the STF system was upgraded significantly to lower workload. It’s hard to tell if we’re smart or lazy…but regardless, we continue to look for a mechanical advantage when we can.
So, imagine these 15-17 3/16” lines now at the bottom of the maple tree woodlot all ending at the bottom of the woodlot elevation but stretched out over about 850 feet at the bottom of the woodlot.. Beginning with our 2019 season, this is where real time savings comes into play. In years past, before the use of the 3/16” sap line arrangement we simply tapped individual trees and hung a plastic bag (initially we actually started with buckets) onto each solitary spile, which necessitated routine manpower to go tree-to-tree to hand-collect the bag of sap, and pour the collected sap into 25 gallon plastic transport tanks in the back of an all-terrain vehicle (ATV). The ATV then transported the sap to the sugar shack to be pumped into waiting stainless steel holding tanks inside the sugar shack. This was very labor and time intensive and so over the past two seasons, the STF system was upgraded significantly to lower workload. It’s hard to tell if we’re smart or lazy…but regardless, we continue to look for a mechanical advantage when we can.
For the 2019 season our process improvement has been to terminate (connect) all of the 15-17 sap lines into a common 1” mainline at the bottom of the woodlot hill. All sap lines are connected to the 1” mainline which is on a slight downhill grade (to again use gravity flow to our advantage) where the mainline drains into a large poly tank. The connection of the sap lines to the mainline is made using a special connector called a saddle tap. The 1” mainline is +/- 850 feet long. So…by the time the sap reaches the poly tank in the woods below the sugar shack, the farthest tapped tree on sap line #1 farthest from the woods-located collection tank could be as far as +/- 0.3 mile away from the collection tank! Summarily, after the taps are drilled, the sap collects without human intervention, allowing the trees to naturally produce sap as determined by the weather patterns from Mother Nature dictating the trees propensity to produce sap, and then is collected into the waiting poly tank deep in the woods.
As the sap in the tank in the woods reaches capacity (currently 210 gallons), it must now must be moved uphill to the sugar shack. We pump the fresh sap uphill (about 650 feet of 1” plastic line to reach the sugar shack, which is pumped up a 75 feet vertical hill climb into waiting large poly tanks outside of the sugar shack). By the time the sap reaches the sugar shack, it is possible that some of the sap has travelled as far as +/- 0.4 mile! This uphill sap transport to the sugar shack is accomplished with a water well pump that was installed in the woods and is attached to the mainline collection tank. This system improvement is a huge time and labor-saver as all that is needed for the sap to reach the sugar shack is monitoring of the sap flow rate into the tank in the woods, (depending on daily temperatures), and periodic inspection of the taps and sap lines to insure there are no sap flow blockages or sap leaks, and lastly, mathematical calculating of sap flow rate as we watch for the collection tank to fill. At the height of the season, our 210 gallon storage tank in the woods can fill a couple of times a day.
Sap flow is diurnal (i.e., it has a daily rhythmic nature) and is highly dependent on optimal daytime / nighttime temperature fluctuation. The best sap flow occurs when nighttime temperatures are below 32 degrees at night followed by sunny warmer days in the low 40 degrees. Persistent low or high temperatures outside of these general temperature ranges cause the sap to significantly slow or even come to a full stop. The sap flow into the collection tank ranges from mere drops per hour to over 60 gallons per hour on a “great sap-flow day”. There exists a lot of sap flow variation totally dependent on temperature swings in the woodlot.
From Sap to Maple Syrup – Overview
 After periodically emptying the storage tank in the woods, the tree sap now resides in large tanks outside the sugar shack. This is a key point: we’ve learned that the faster the sap can be processed from raw sap into maple syrup, the higher the quality of maple syrup and the lower the rate of sugar loss that results in decreased total volume of sap that ultimately can be converted to maple syrup. In essence, the faster the sap is processed into finished syrup, the higher the efficiency of producing a gallon of pure maple syrup. We optimize sap processing by careful sap-handling management from the time it leaves the tree, and then also reduce the sap boiling time (by rapid boiling) so the volume of sap to be processed is maintained at an optimal (higher) sugar concentration from this step forward. This is where the process gets really interesting.
After periodically emptying the storage tank in the woods, the tree sap now resides in large tanks outside the sugar shack. This is a key point: we’ve learned that the faster the sap can be processed from raw sap into maple syrup, the higher the quality of maple syrup and the lower the rate of sugar loss that results in decreased total volume of sap that ultimately can be converted to maple syrup. In essence, the faster the sap is processed into finished syrup, the higher the efficiency of producing a gallon of pure maple syrup. We optimize sap processing by careful sap-handling management from the time it leaves the tree, and then also reduce the sap boiling time (by rapid boiling) so the volume of sap to be processed is maintained at an optimal (higher) sugar concentration from this step forward. This is where the process gets really interesting.
As mentioned above, we know the raw sap starting sugar concentration because we measure it using a sap refractometer. The more dense the liquid, the more sugar it contains. A refractometer determines sugar concentrations by measuring how natural light is refracted through a sugary solution. Typically a drop of sap or syrup is placed on the lens of the device and it’s held up to light. As light passes through the sap, it’s refracted (bent). The refractometer tool is designed to measure this bent light through the sap, and measure it on what is called a Brix scale which shows the sugar percentage of the liquid. One °Bx equals 1% sugar content. Again, we start the process with about 1.5% sugar content pure maple sap. We’ve seen our trees produce sap as low as 1% and as high as 2.5%…but again we seem to average 1.5%.
For pure maple syrup, the target density range is between 66% and 68% sugar content[6]. The industry standard we use is 66.9 ºBRIX. An important detail here is that the density of the syrup that reflects actual true sugar content (target 66.9 ºBRIX, or 66.9% sugar content) is drastically influenced by the syrup temperature. That is because cold syrup appears denser (it is “thicker”…think of syrup stored in refrigerator). Conversely, warm syrup is less dense (it is “thinner”). We previously made hand calculations to compensate for measured boiled sap temperature to then convert to actual sugar content by using a conversion chart in order to exactly hit the correct sugar content that tells us “this is now maple syrup”! We now use an instrument made specifically for the maple syrup industry called a Murphy Compensation Cup) which automatically calculates and compensates for boiled sap temperature and displays the correct (precise) sugar content of the heated sap, regardless if its at the boiling point or slightly below. If we measure ºBRIX at under 66.9º, we need to boil more to increase the sugar content by driving away more sap water. If we measure ºBRIX above 66.9º, our syrup is a little too concentrated and we add-back some sap to reach 66.9. Readings under 66.9 ºBRIX is not yet syrup…it is still sap, and if bottled, will run the risk of spoilage. Syrup bottled over 66.9 ºBRIX is not damaged, but will tend to early-crystalize in the bottle. Our syrup is packaged at exactly 66.9 ºBRIX calculated scientifically to compensate for temperature.
From Sap to Maple Syrup – Detailed Process
Lets get back to the process: the sap has now been pumped to the sugar shack and resides outside just the sugar shack in poly tanks. We currently use a 500 gallon tank and a 300 gallon tank to hold our sap outside the sugar shack. We pump the sap into the sugar shack from these tanks using an electric pump to assist the flow rate (without the pump we are reliant on only sap weight to produce pressure in the tank as the tank drains into the sugar shack processing equipment). The sap now passes through a filter and through a flowmeter. The flowmeter allows us to measure the day’s sap flow as processed in the sugar shack.
The Reverse Osmosis (RO) Operation
This is where the process gets even more interesting. When the sap eventually gets to the evaporation (boiling) step, the evaporation rate to drive off water and concentrate the sap sugar is limited by the capacity of the sap evaporator. Our evaporator can boil away about 10 gallon water/hour when the unit is optimally fired with burning wood. Evaporators can be fired by gas or oil burners but we prefer doing it the old fashioned way – with wood. FYI – we have a LOT OF WOOD available to us throughout the farm. So, if we use raw sap and use a default 70:1 sap:syrup ratio, we can see that to boil 70 gallons to 1 gallon syrup will take about 7 hours at 10 gal/hr evaporation rate. That is a lot of firewood and a lot of man hours to tend the fire. The reverse osmosis (RO) equipment signficantly speeds this process up by “mechanically” removing water from the sap, further increasing the starting sugar content before boiling begins. What then is the exact relation in volume between saps varying in sugar content and what bearing does this relation have on the processing into syrup? Eighty-six gallons of sap containing 1 percent sugar are required to make 1 gallon of syrup. Sap with a sugar content of 2 percent requires 43 gallons, or just half as much, to make a gallon of standard syrup. A gallon of syrup can be made from only 22 gallons of sap containing 4 percent sugar. In short, each time the sugar content of sap is doubled, the amount of sap necessary to produce a gallon of syrup is reduced by one-half iv .
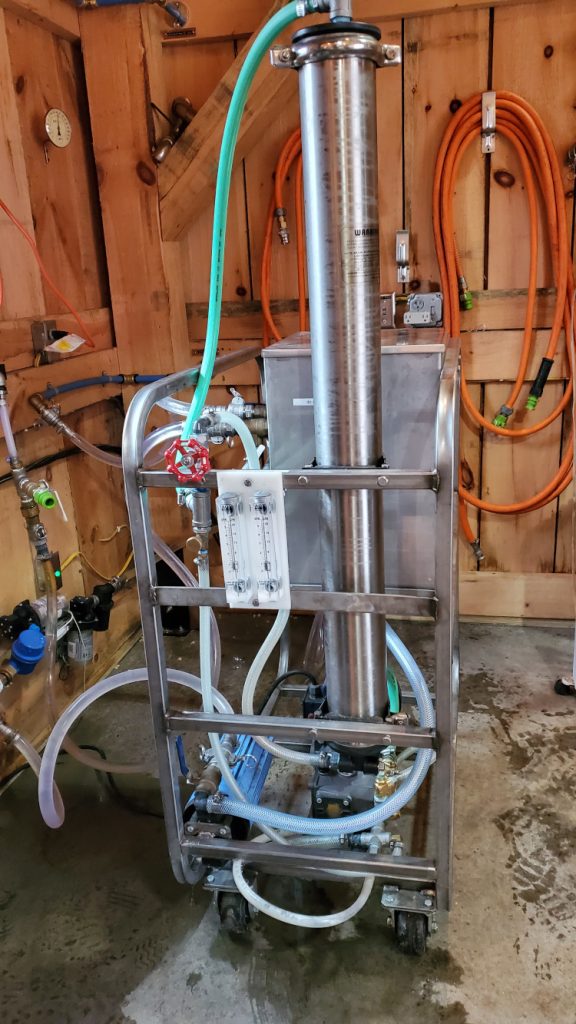 If we can use RO to reduce the sap water from 70 gallons to 35 gallons, you can see the boiling time is cut in half to 3.5 hours (at 10 gal/hr evaporation boil rate). Additionally, 1 pass through the RO system just about doubles the starting sugar concentration, from the starting 1.5% sugar from raw sap to about 3% sugar concentration. If we can take this once-RO’d sap again through the RO equipment, the boiling time is cut in half again to about 1.75 hours! When you buy RO water for home use or if you have a home RO drinking water system, this sap system works exactly the same except that the end product used is opposite. In home RO, the goal is to remove hard water minerals like calcium and magnesium that cause lime build-up on home water fixtures and cause soap to be reduced in efficiency (low sudsing, and lime buildup on household fixtures). In your home RO, the minerals are the waste stream and the clean pure water (devoid of minerals) is the useable product.
If we can use RO to reduce the sap water from 70 gallons to 35 gallons, you can see the boiling time is cut in half to 3.5 hours (at 10 gal/hr evaporation boil rate). Additionally, 1 pass through the RO system just about doubles the starting sugar concentration, from the starting 1.5% sugar from raw sap to about 3% sugar concentration. If we can take this once-RO’d sap again through the RO equipment, the boiling time is cut in half again to about 1.75 hours! When you buy RO water for home use or if you have a home RO drinking water system, this sap system works exactly the same except that the end product used is opposite. In home RO, the goal is to remove hard water minerals like calcium and magnesium that cause lime build-up on home water fixtures and cause soap to be reduced in efficiency (low sudsing, and lime buildup on household fixtures). In your home RO, the minerals are the waste stream and the clean pure water (devoid of minerals) is the useable product.
In maple syrup RO, the system works the same except the desired outputs are reversed. Sap RO machines concentrate the sugars on one side of a membrane and allow pure water to exit the other side of the membrane. The concentrated sugar part is what we want. The pure water is now the “waste” stream,…but it’s really not wasted. It is actually quite useful to us…it’s super clean/pur water (extracted from tree sap) and stored (yep – in still more poly tanks inside the sugar shack) and used later for cleaning purposes. Again, this “waste” product is pure water derived from tree sap…in fact, it is crystal clear and great to drink.
The Chemical Composition of Maple Sap
Lets do some serious science: sucrose is common table sugar and is the only sugar in sap when it comes from the tree. Some of the sucrose in sap is converted to invert sugar as a result of microbial fermentation during handling and processing. This change occurs in all sap and is most common in syrup produced from sap that is collected late in the season when temperatures are warmer. Sucrose is a twelve carbon sugar having the chemical formula C12H22O11. Invert sugars are six carbon sugars, such as glucose (dextrose) and fructose (levulose), which are structurally different but both with the chemical formula C6H12O6. You may also see them referred to as hexoses or reducing sugars. For purposes here we refer to them independently as glucose and fructose or together as invert sugars. Invert sugars are produced by the splitting of sucrose, commonly by the action of microorganisms, acids or the enzyme invertase [7] .
Invert sugar is one of the ingredients of the Maillard browning reaction. This is one of the chemical reactions that happens when heating syrup and can lead to darker color and stronger flavor. When cooking syrups for confections, producers should recognize that high invert levels may increase the darkening particularly where invertase or acids have been used to create a very high level of invert sugar. Converting too much of the sugar in maple syrup to invert sugar can alter the taste so that it becomes more like the characteristic honey flavor [8].
We strive to minimize browning of the maple syrup by rapid processing from the time art leaves the tree, through final bottling. This science of minimization of the Maillard browning process is key to producing high quality, light colored syrup. Two other process steps (below) are also paramount to minimization of sucrose breakdown to glucose and fructose.
The Ultraviolet Light (UV) Sanitation Operation
We’ve mentioned that key to efficiency is rapid flow through in processing raw sap to syrup. We also know that the longer sap resides in tank storage, the more it degrades due to loss of sugar. This is because of ubiquitous microbial degradation of the sap sugar to lower sugar levels. Microbes use the sugar as a food source. The longer sap is available after flowing from the tree tap, the more time is available for sap sugar concentration to decline. In essence, the microbes digest away sap sugar, lowering the amount of sap sugar available to be converted to syrup (and wind up on our pancakes). Our goal is to minimize or nearly eliminate this loss of sap sugar. Succinctly, the less sugar lost to microbes, the more sugar is available to process into maple syrup, resulting in a higher overall efficiency rate of production.
Starting with our 2019 season we made another significant process improvement by introduction of an ultraviolet light (UV sanitizer) to kill detrimental microbial action, thus maintaining a higher sap sugar concentration through the entire process of sap to syrup.
 Low-pressure mercury vapor lamps in the UV sanitizer emit radiation when heated by an electric current passing through mercury vapor inside the lamps. This is the same process as common fluorescent lamps but without phosphor coatings to change the light spectrum and glass to remove UV radiation. Ultraviolet “light” refers to the part of the electromagnetic spectrum with wavelengths shorter than blue and violet light. We can’t actually see the UV wavelengths that kill organisms. The visible glow from the lamps comes from longer wavelength radiation that our eyes can respond to as light.
Low-pressure mercury vapor lamps in the UV sanitizer emit radiation when heated by an electric current passing through mercury vapor inside the lamps. This is the same process as common fluorescent lamps but without phosphor coatings to change the light spectrum and glass to remove UV radiation. Ultraviolet “light” refers to the part of the electromagnetic spectrum with wavelengths shorter than blue and violet light. We can’t actually see the UV wavelengths that kill organisms. The visible glow from the lamps comes from longer wavelength radiation that our eyes can respond to as light.
Part of the UV spectrum of light is germicidal, as it is absorbed by parts of the microbes destroying the ability of cells to function and replicate. Some organisms are better protected from UV than others. Humans have a tanning reaction that provides partial protection from UV in sunlight. Bacteria have the least protection and are relatively easy to kill. Yeast have a cell wall that provides some protection and require a larger dose (energy x time) to kill.
A few other interesting facts: what is called UV-B is useful to humans because it is absorbed by our skin to produce Vitamin D. Vitamin D is a group of vitamins responsible for increasing intestinal absorption of calcium, magnesium, and phosphate, and multiple other biological effects[9]. (However, too much UV is not good. Too much UV also causes skin cancer, accelerates aging of the skin, and cataracts. Ozone in the upper atmosphere reduces the amount of UV in sunlight.
The UV unit we use is specifically designed for use with maple sap. Its performance in killing microorganisms in sap has been and continues to be tested. It is a version of a cider unit that is used commercially to pasteurize apple cider and has been extensively tested to meet requirements of the Food and Drug Administration for effectiveness in killing human pathogens. The design principles that make the cider unit work were then used in the UV sanitizing unit used in this operation. [10]
The Boiling Process from Sap to Syrup
All of the preceding details finally now bring us to the boiling process that eliminates sap water and concentrated sugar to eventual syrup at exactly 66.9% sugar content. The RO’d and UV sterilized sap now flows through food grade stainless steel tanks and piping to the wood-fired evaporator. The evaporator is simply a connected series of 4 separate boiling pans, each connected together by a stainless steel tube. The first pan receives the raw concentrated sap, (concentrated from the RO process) and has a sap-metering device that matches the rate of evaporation. For each unit of sap water sent away as steam, the same unit of sap is allowed entrance to the evaporation system to maintain a steady-state of sap flow. There is neither an excess sap buildup nor a low point in sap volume that is being boiled by the evaporator under high temperature. Steam exits the sugar shack via overhead louvered air exit baffles.
 As sap boils away water and becomes more concentrated in sugar percentage, it gradually changes color from crystal clear tree sap to a darker product that eventually looks close to maple syrup as the sugar content approaches 66.9%. We know that water boils at 212 degrees F, but maple syrup boils at 219 degrees F. The sap in the 4-pan system is constantly monitored in the end pan as it approaches 219 degrees F (near syrup) condition. As mentioned, one of the keys we’ve learned to optimize syrup production is a rapid flow-through process and key to this is high flue (stovepipe) temperatures that measures the heat applied to the boiling sap. We strive to maintain a high flue temperature of 900-950 degrees F to achieve maximum boiling efficiency. We’ve also observed that rapid boiling reduces the appearance of excess browning or caramelization of the processed sap into syrup, resulting in a lighter colored syrup end product. Light colored syrup is a sign of quality and is desirable by the consumer. In fact, commercially produced syrup is graded on a color or “lighter- to- darker” grading scale.
As sap boils away water and becomes more concentrated in sugar percentage, it gradually changes color from crystal clear tree sap to a darker product that eventually looks close to maple syrup as the sugar content approaches 66.9%. We know that water boils at 212 degrees F, but maple syrup boils at 219 degrees F. The sap in the 4-pan system is constantly monitored in the end pan as it approaches 219 degrees F (near syrup) condition. As mentioned, one of the keys we’ve learned to optimize syrup production is a rapid flow-through process and key to this is high flue (stovepipe) temperatures that measures the heat applied to the boiling sap. We strive to maintain a high flue temperature of 900-950 degrees F to achieve maximum boiling efficiency. We’ve also observed that rapid boiling reduces the appearance of excess browning or caramelization of the processed sap into syrup, resulting in a lighter colored syrup end product. Light colored syrup is a sign of quality and is desirable by the consumer. In fact, commercially produced syrup is graded on a color or “lighter- to- darker” grading scale.
As the sap concentrates in sugar through boiling, and as the boiling point as measured approaches 219 F, we now fine tune the final stage of boiling by drawing-off near syrup from the wood fired evaporator and moving it in small quantities to a stainless steel maple syrup finishing vessel that sits atop a custom propane burner. We fine-tune the final BRIX at this stage because we can tightly control the applied heat with propane gas flow that is not possible on the wood-fired open evaporator.
Samples of near-syrup are constantly checked at this point using the Murphy cup, which dictates if more boiling is need or if sap needs to be added to strike 66.9 ⁰BRIX.
Interesting non-scientific side observation: we rely on industry tools like the Murphy Cup to get things right – and very consistent from batch to batch…but you can get pretty close to knowing when you have maple syrup by the appearance of the boil. It’s kinda like making candy. When you are close to or right at the maple syrup stage the boiling bubbles get really really small…almost a foam.
Filter Press Operation and Final Bottling
Lets finish things off: boiled end-stage syrup is a pure product, but the boiling process introduces a gritty sediment into the finished product that makes it look cloudy. This is the result of sugar sand (also called niter) which results from boiling. The syrup is then filtered to remove sugar sand, crystals made up largely of sugar and calcium malate [11] . These crystals are not toxic, but create a “gritty” texture in the syrup if not filtered out. The niter is made up of the natural minerals that are resultant as water is boiled off, concentrating these minerals into niter. While it’s not very appetizing and can sometimes affect taste if left in the syrup, The sugar sand is not a sign of spoilage or bad syrup. It is simply a by-product of the syrup-making process. Various filtering processes are employed by syrup producers to eliminate the niter, which results in a pure translucent product with no observed sediment.
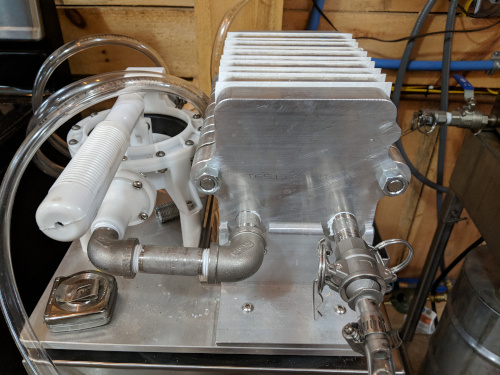 Our process uses a filter press apparatus. Hobbyist filter presses have been in use for many years and the basic design has not changed. The filter press consists of a series of metal plates and cavities, between which, are sandwiched a series of paper filters to separate each of the plates.
Our process uses a filter press apparatus. Hobbyist filter presses have been in use for many years and the basic design has not changed. The filter press consists of a series of metal plates and cavities, between which, are sandwiched a series of paper filters to separate each of the plates.
The filter papers do not do the filtering. Rather, a natural, powdery, food grade material called diatomaceous earth (DE[12]) does the filtering. The papers only provide a backstop to catch and hold a layer of DE. The DE builds a permeable layer on the papers, and keeps growing or building up as more DE, niter and syrup are introduced to the press [13]. The press we use employs a hand operated pump to force the hot syrup through the plates and DE, although larger scale operations may employ a mechanical pump. Syrup temperature in the propane-heated finishing pan, is maintained at about 210º F as it enters the filter press as hot syrup is key to efficient filtering. Our small hobbyist filter press is limited in capacity to about 7-8 gallons of finished syrup per batch, as there is a limit to the amount of niter that can be filtered as the DE filtering media eventually becomes exhausted.
The filtered final syrup product is pumped directly from the filter press into a waiting stainless steel bottling pan on a propane stove to maintain syrup heat at 180º F. Syrup production standards require syrup to be bottled at no less than 180º F. This ensures that no microbial contamination can occur when the syrup is poured into the final glass syrup bottles, and the high heat also assists in the plastic cap sealing process to ensure a sterile bottling final step.
When a batch of syrup is completed through the filter press operation and held at 180º F, the bottling process is next. Hot syrup (180 degrees) is poured into a typically glass syrup bottle through a gate valve at bottom of the holding pan, the cap is securely tightened, and the bottles are laid flat for a short time to finalize the cap sealing process. After cooling, a Springboro Tree Farms identification front bottle label is proudly applied, and a back-facing label is applied that bears instructions for safe-keeping after the syrup bottle is opened.
Our next step is to decide between pancakes or waffels…but that’s a whole different discussion…for another day.
[1] https://www.arborday.org/treeGuide/TreeDetail.cfm?ItemID=870
[2] https://104homestead.com/tapping-for-syrup/
[3] [Reference no longer available.]
[4] [Reference no longer available.]
[5] https://practicalselfreliance.com/
[7] [Reference no longer available.]
[8] [Reference no longer available.]
[9] https://en.wikipedia.org/wiki/Vitamin_D
[10] [Reference no longer available.]
[11] https://en.wikipedia.org/wiki/Maple_syrup
[12] https://en.wikipedia.org/wiki/Diatomaceious_earth
[13] https://www.smokylakemaple.com/products/stainless-steel-filter-press
More on Sugaring: Getting Started | In the Field | In the Sugar Shack | Sweet Life Science